
服務熱線:
13012031616 0317-8194444
圖文了解下風機專用非金屬膨脹節的蒙皮究竟是怎么換新的?
風機進出口用到的非金屬膨脹節也叫風機膨脹節,一般分為圓形非金屬補償器和矩形非金屬膨脹節。 非金屬蒙皮更換前提是要了解一下非金屬膨脹節的結構和蒙皮組成,蒙皮更換詳細步驟見下文。
一、 非金屬膨脹節框架焊接要領
非金屬膨脹節框架在焊接時不同于金屬波紋補償器——是一種撓性、薄壁、有橫向波紋的具有伸縮功能的元件,它由金屬波紋管與構件構成。垂直焊裝配間隙和焊前準備與全位置焊接基本一致。 非金屬膨脹節框架的垂直 焊焊縫全部處于橫焊位置,在斷弧前回焊5mm,將熔渣吹出,若鐵水與熔渣分不清,焊接電流應加大,電流為110~120A,焊條與工件的夾角保持為20°,非金屬補償器焊接中熔池控制為斜橢圓形狀,熔池大小要均勻,每次熄弧停頓時應基本一致,換焊條速度要快,收尾時壓低電弧,在距尾相接4mm處時,將焊條向前略頂一下,連續施焊蓋過3~5mm,然后將焊條控制在坡口下側熄弧。
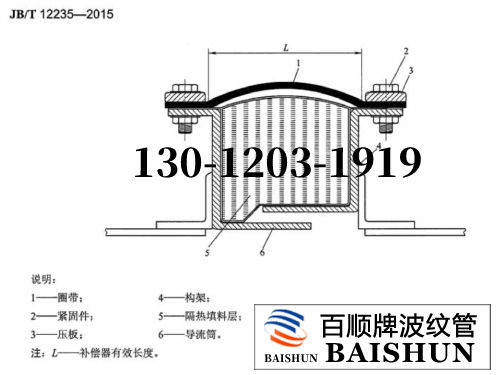
二、非金屬膨脹節結構示意圖
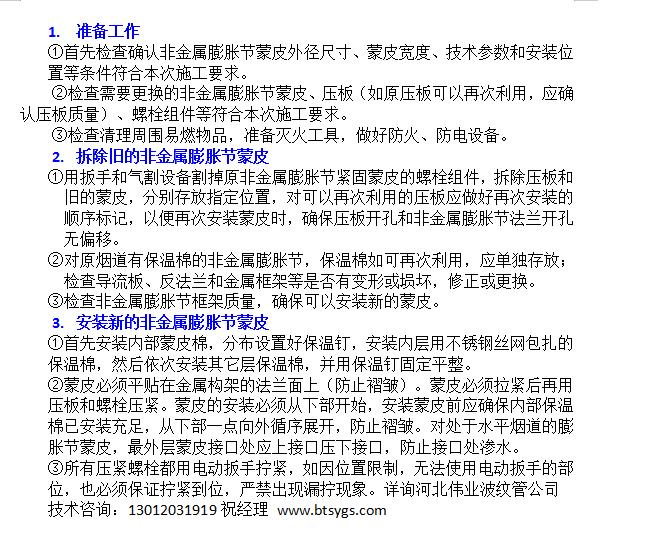
三、非金屬蒙皮粘接步驟見下圖。
四、廠家 提醒風機膨脹節安裝注意事項
1.
非金屬膨脹節在安裝時應使非金屬膨脹節上的流向標記方向與管道內介質流動方向一致。
2.
防止重物沖擊或金屬銳角刺破伸縮圈帶,現場安裝施工應對非金屬圈帶進行保護,防止焊接飛濺物損傷圈帶。
3.
非金屬膨脹節的兩個固定點之間只能安裝一個非金屬膨脹節
五、相關參考文件





聯系方式
廠址:河北省泊頭市工業開發區
銷售熱線
:13012031616
聯系人:
賈經理
電話: 0317-8194444


